目录:
有关火焰切割机在板坯连铸的实践
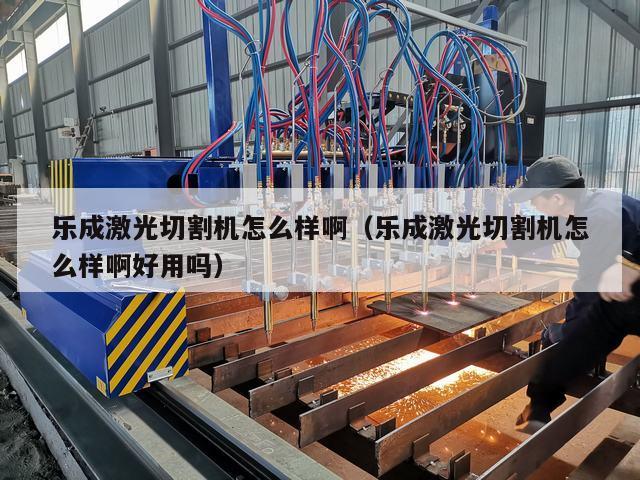
我单位板坯连铸火焰切割机采用的是气体切割工艺,用焦炉煤气—氧气火焰产生的热能对热板坯进行切割。
(2)、构件采用翼缘矫正机,板坯在连铸成形后,均要按一定长度分段用火焰切割机切割开,然后进入辊道。
准备工作:首先,检查切割机的气源、电源和切割炬是否完好。确保工作区域干净、整洁,没有易燃物品。穿戴好防护装备,如防火服、手套、护目镜等。
连铸切割是钢铁厂生产各类钢铁产品过程中,使用钢水凝固成型的一种方法。具体方法为钢水不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的铸造工艺过程。
")
等离子切割机不起弧怎么解决等离子切割工件背面为什么有瘤?_百度...
解决方法是,检查等离子切割机所接入电网是否有足够的承载能力,电源线规格是否符合要求。等离子切割机安装地点,应远离大型用电设备和经常有电气干扰的地方。
气压太低了。等离子切割机工作时,如果工作气压远低于规范要求的气压,这意味着等离子弧的喷射速度减弱,输入的空气流量小于规定值。此时无法形成高能高速的等离子弧,导致切口质量差,切口不透,切口内肿瘤堆积。
电源故障:等离子切割机需要高电压电源来产生弧光。如果电源出现故障,那么设备就无法正常工作。电源故障可能是由于电源线路短路、保险丝烧断等原因造成的。需要对电源进行检查和维修。
检查电线是否有老化现象等。7.其他 除以上原因外,切割速度过慢,切割时割炬与工件的垂直度,以及操作者对等离子切割机的熟悉程度,操作水平等,都影响等离子弧的稳定性,使用者应在这些方面注意。
数控等离子切割机不起弧的原因:气压过高、地线与工件接触不良。气压过高 如果输入空气压力远远超过0.45MPa,形成等离子弧后,过大的气流会吹散集中弧柱,分散弧柱的能量,降低等离子弧的切割强度。
数控等离子切割机不起弧的原因及解决方法\x0d\x0a1.气压过高\x0d\x0a若输入空气压力远远超过0.45MPa,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。
什么叫连铸火焰切割?
火焰切割是最传统的热切割方式,是钢板加工的一种常用方式。其切割金属厚度从1毫米到2米。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。
火焰切割是靠氧气与热坯氧化反应防热,使金属熔化;同时,也借助喷涌而出的气流,将熔化的金属吹走。出割嘴以后气流在垂直投影面上的强度是不均匀的紊流,并且是逐渐发散的,所以断面自然不平整。
火焰切割:是钢板粗加工的一种常用方式。火焰切割即气切割,传统的是使用乙炔气切割,后来用丙烷,现在出现了天然气切割,并且由于天然气储量丰富、价格便宜、无污染等特性,已经成为火焰切割的首选。
通常用于大管坯和板坯轧后的切断或用于钢材矫直后去除缺陷的补充切割,多作为连铸机后钢坯的在线切割设备,切割大断面方坯、板坯及大管坯,还用来切割厚度大于50mm的成品钢板。
用一般切割机切割铸铁的有效切割方法
1、可使用以下切割机切割,激光切割机、行星式切割机,水切割机,液压切割机,电动切割机,气动切割机,外卡式电动切割机,外卡式液压切割机,数控切割机,火焰切割机,线切割机,管道切割机。
2、铸铁的切割要看材质和使用要求,铸铁的切割方法有以下:给水管等管壁厚的采用砂轮锯机械切断;排水管质脆、管薄采用手工錾切法錾断。
3、由于管件的切断长度不长,通常一根管子装到设备上后可连续切割一阵子,工人空余时间多,可以实现一人多机的操作,大大提高切割效率。用旋转车刀切管机切断铸铁管锯屑呈颗粒状,排屑方便,切割断面垂直高,平滑表面基本无毛刺。
4、割管机 砂轮切割机 等离子切割机 锯床 锯弓钢锯条 都可以将铸铁管断开。
5、铸铁管用普通的手动切割机切割就可以了,铸铁组件如果还是用普通手动切割机就效率太慢了,现在的铸造厂都在用桂业生产的铸件自动切割机,让切割实现了自动化生产。
6、可以使用切割的方法有:机械加工、气刨、等离子切割和象破炉料一样的破铁。线切割也是一种方法,但是如果是铸件的话由于金属表面和内在有非金属物,一般使用线切割效果不好。

发表评论