本文目录:
- 1、1500瓦光纤激光切割机切3个厚不锈钢工艺怎么调
- 2、激光切割时拐角过烧现象,应该如何解决?
- 3、激光切割机的操作步骤
- 4、激光切割寻边,为何每次寻边得到的角度不一样?
- 5、激光切割45度切断拼接90度,角度不对怎么办
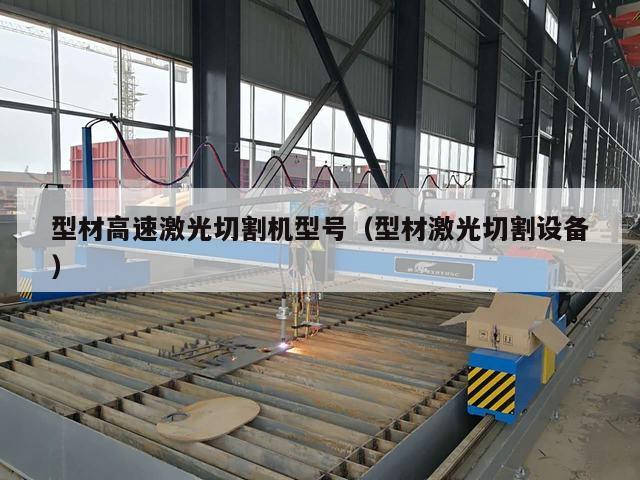
1500瓦光纤激光切割机切3个厚不锈钢工艺怎么调
你好,各项配置不一样,工艺参数各方面也不一样,用的什么激光器?切割头是什么品牌(用的自动变焦还是手动调焦),辅助气体用的空气还是氮气?用的什么系统?下图是我们的激光切割机1500瓦切3个厚的工艺参数,你可以参考下。
助气模式:2-3bar,使用空气或氮气助气。 聚焦位置:调节至材料表面之下0.1-0.2毫米处。 小火花间隙:0.05-0.1毫米。减少热影响区。 屈焦光斑:选择较小光斑直径,减少热附加区。
激光功率(Power):将激光功率设置为适当的水平,以确保切割足够深,但不会导致过度熔化材料。 波长(Wavelength):光纤激光通常在红外范围内工作,但确保所选波长适合不锈钢材料。
气压、焦点、气体中心等调整好的话不锈钢的应该不会有。3个厚很好切。铝板3个厚以上基本都会有的只是多少的问题,虽然有毛刺但很好剥落。
开机步骤:打开总开关→打开水冷机→打开伺服控制器(启动按钮)→打开电脑(按钮)。
以上两点检查完毕,才能确定激光本身是否是良好的,之后才是工艺参数方面的调整。保证气体的纯度要高,气体的纯度很关键,最好不要用钢瓶气,因为经过两次灌装,纯度不好,还浪费气体。
")
激光切割时拐角过烧现象,应该如何解决?
有效的解决方法是加大辅助气体的压力,将条件设为高峰值输出、低频率的脉冲条件。
在以氧气为辅助气体的碳钢切割中,解决问题的关键在于如何抑制氧化反应热的产生。可采用穿孔时辅助氧气,滞后切换为辅助空气或氮气来切割的方法。这种方法最大可加工1/6厚板的小孔。
若精度要求不高,可以用机械或手工打磨一下,若要求高就不能用激光切割,只能用机械切削加工,如铣或刨。
激光切割机的操作步骤
1、固定切割材料。将需要切割的材料固定在激光切割机的工作台面上;根据金属板材的材质及厚度,对设备的参数进行相应的调整;选择合适的镜片与喷嘴,并对其进行开机前的检查,检查其完好情况及清洁情况;调节焦点。
2、控制激光头方向按键 首先看到面板上面的四个箭头方向键是用来控制激光头的移动方向的,很多时候想要让激光头移动到合适的位置,却不知道怎么移动。
3、具体的操作流程如下:遵守一般切割机安全操作规程。严格按照激光器启动程序启动激光器。操作者须经过培训,熟悉设备结构、性能,掌握操作系统有关知识。
4、加工过程中,发现异常情况,应当立即停机,然后找专门的人员进行检测。使用后的激光切割机设备,必须要及时的清洁,为下次加工做好充足的准备。按时按量的定期检测激光管,辅助气体等消耗品。
激光切割寻边,为何每次寻边得到的角度不一样?
这个角度不对的解决方法如下:如果您的激光切割机有摄像头,调整摄像头并锁紧摄像头并擦干净镜片。
有两种可能,一种是你做的图超出机器的工作范围了,一种是你机器电机步间距没调好,实际切割的图比做的图大,你可以去这个找找看。
薄板寻边不准,解决方法如下要用点寻边:推荐薄板使用,进行 6 次单点寻边动作,有效避免齿尖对薄板寻边造成的干扰。从寻边起始点开始寻边可使每次寻边都从固定点开始寻边。
激光切割45度切断拼接90度,角度不对怎么办
这些误差有些是具有规律性,可以通过定量补偿方法进行补偿,但一些误差为随机误差,只能通过在线检测和控制来消除。只能通过在线检测和控制来消除的随机误差有:工件几何误差。
当激光切割机的控制系统自动感知板材倾斜时,控制系统自动感知控制板料的倾斜角度和原点,并相应的调整切割加工程序,以适合板料的角度和位置,进行寻边切割,从而避免浪费。
平行度并未调节到位、齿轮松弛。导致激光切管机前卡盘和后卡盘角度不一样,是由于平行度并未调节到位,要及时调整。是由于齿轮松弛导致的,要及时进行维修。
激光切割机尺寸不对的处理方法 对切割头进行清洁和维护,确保切割头位置准确。 定期对光学系统进行清洁和维护,避免切割过程中出现激光束散焦。 使用高精度的机床,并进行定期维护和保养,防止机床误差。

发表评论