目录:
数控火焰切割机如何通过火焰调节来达到更完美的切割效果
1、将氧气调节到所需的压力。对于射吸式割炬,应检查割炬是否有射吸能力。 数控切割机 检查的方式是:首先拔下乙炔进气软管并弯折起来,再打开乙炔阀门和预热氧阀门。
2、外焰越长,保护切割氧流的效果越好。在设置数控切割机割缝补偿方面还有以下几点需要引起我们的注意:如果事先设置了软件补偿,那么以后一般不需要在数控系统上补偿,否则容易造成补偿重复尺寸,结果就又会出现偏差了。
3、点火和预热:使用点火器点燃切割炬的火焰。然后,将火焰调整到适当的温度和形状,对材料进行预热。预热有助于提高切割速度和切口质量。 开始切割:当材料预热到足够的温度时,将切割炬缓慢地移向材料,开始进行切割。
数控火焰切割机操作技巧
调整数控火焰切割机到所需的氧气压力。对于射吸式割炬,应检查其射吸能力。点燃火焰枪,并调整火焰长度。打开预热氧阀门,再打开乙炔阀门。缓慢打开切割氧气阀门进行切割即可。
检查各气路、阀门,是否有无泄漏,气体安全装置是否有效。调整被切割的钢板、尽量与轨道保持平行;根据板厚和材质,选择适当割嘴。使割嘴与钢板垂直。
(4)在打火后,不可触碰火苗地区。使用工作员应尽可能采用溅出小的激光切方式,维护割嘴。
.防止触电 ●当数控切割机通电或机器正在运转时,请不要接触电器柜和操作台内的任何电气元件。否则会发生触电。●请不要湿手操作任何开关旋钮,以防止触电。●请不要带电进行查线或更换电气元件,否则会触电或受伤。
浅谈火焰数控切割机工艺编辑要点:气割操作因个人的习惯不同,可以有所不同。一般是右手把住割炬把手,以右手的拇指和食指把住预热氧的阀门,以便于调整预热火焰和当回火时及时切断预热氧气。
火焰切割机较其他切割的区别及优势
火焰切割机火焰切割机以其在厚钢板切割上的卓越表现脱颖而出,能切割至200mm左右,但对5mm以下的薄板切割时,易产生较大变形。其基本耗材包括乙炔和氧气,每8小时分别消耗一瓶78元的乙炔和16元的氧气。
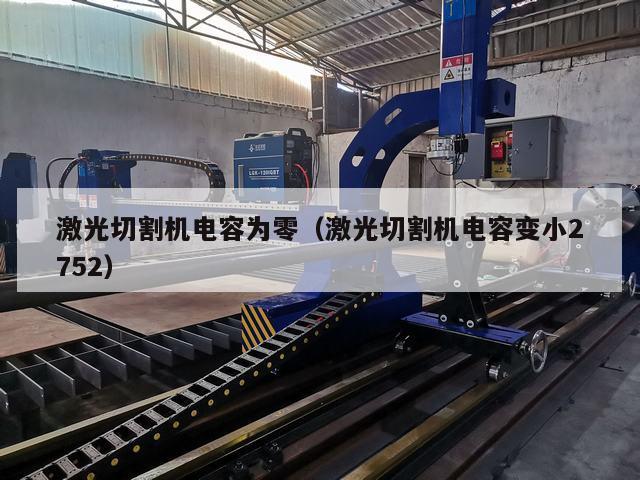
工作原理不同 火焰切割机:是利用燃气配氧气或者汽油配氧气进行金属材料切割的一种切割设备。
优点:环保,对现场工作的人员伤害小,冷却快。等离子切割机的烟尘很大,有很多金属粉尘,如果在水下切割烟尘和粉尘很小,被水吸收了。缺点:切割速度要慢一点,切割质量差一点。调高系统不好的话,还会砸枪。
")



发表评论